




About Us
Executive Editor:Publishing house "Academy of Natural History"
Editorial Board:
Asgarov S. (Azerbaijan), Alakbarov M. (Azerbaijan), Aliev Z. (Azerbaijan), Babayev N. (Uzbekistan), Chiladze G. (Georgia), Datskovsky I. (Israel), Garbuz I. (Moldova), Gleizer S. (Germany), Ershina A. (Kazakhstan), Kobzev D. (Switzerland), Kohl O. (Germany), Ktshanyan M. (Armenia), Lande D. (Ukraine), Ledvanov M. (Russia), Makats V. (Ukraine), Miletic L. (Serbia), Moskovkin V. (Ukraine), Murzagaliyeva A. (Kazakhstan), Novikov A. (Ukraine), Rahimov R. (Uzbekistan), Romanchuk A. (Ukraine), Shamshiev B. (Kyrgyzstan), Usheva M. (Bulgaria), Vasileva M. (Bulgar).



Materials of the conference "EDUCATION AND SCIENCE WITHOUT BORDERS"
 PDF
PDFPerson for transportation of solids and general cargo invented other modes of transport (road, rail, air, water). They are for all to see. Therefore, many believe that the rail and road transport bulk cargo moves.
However, this statement is not entirely objective. The total length of railways and roads in Russia just over 800 thousand km long and the only external piping systems, water, heat, gas, sewerage and communications technology than 2,500 kilometers. Land transport in 2010 was carried 3.4 billion tons of cargo.
Pipelines moved only to oil, oil products and natural gas almost 1,000 million tons and water pipes pumped 214.5 billion tons of water. In other words, the pipeline annually moves loads up to 64 times greater than all other forms of transport combined. With such volumes loss of even 1% of the weight of water pumped all solid cargoes transported in the country during the year.
Therefore pipelines are life-support systems, quality criteria are - reliability and durability.
The most common way to protect the surfaces of pipes transported from aggressive media is deposited on the inner and outer surface of the insulating pipe anti-corrosion coating.
With the construction of long, fishing and pipelines, where the main type of connection is welding, pipe with an inner polymer coating and outer insulation so far used is limited. This is due to the fact that the mounting pipe during welding in a large coverage area of the weld burns. This is especially true of pipelines, inside of which can not get people (diameter 600 mm). Naked weld metal with prolonged contact with corrosive media is subjected to corrosion, which may be the cause of the accident.
Known methods of connecting the pipes to be installed into the weld zone sealing sleeve which protects the joint portion of the pipe conveying corrosive environment.
But these methods have a number of disadvantages:
- Volatility sectional shape along the length of the resulting joint. This may lead to the formation of turbulent eddies during transportation of liquids and as a consequence to the dynamic loads and structural failure;
- Not enough reliable sealing zone of welded joints from penetration of aggressive transported medium from the inconstancy of the cross-section, which can also be the cause of an accident, etc.
The analysis shows that the reliable and durable operation of the pipeline, the design is to be homogeneous, area of the weld seam to be like the body of the pipe.
The task, we decided developing a new technology to connect pipes with an inner and an outer coating and a device for its implementation.
For the implementation of the proposed method is applied universal device placed inside the pipeline and docked pipe (Fig. 1), which is a bar, which consistently placed:
- Centralizer, radiator;
- Shim material (bronze ring, or ring of flux pillows);
- Cleaning the inside surface of the device;
- A device for internal coating;
- A device for monitoring the continuity of internal coating;
- Rollers for the alignment of joined pipes.
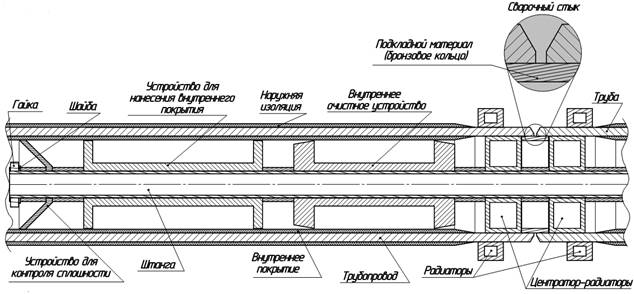
Fig. 1 - Device for connecting pipes, placed inside the pipe and the pipe docked
All of these devices are arranged in a particular order, are separated by thrust washers and nuts are tightened, located at the ends of the rod. The rod may be controlled either manually or automatically.
The whole process can be divided into several stages:
Step 1 - Welding
Step 2 - Clear
Stage 3 - The polymer coating
Step 4 - Control of coating
Before welding is performed cleaning and preparation of surfaces to be coated with a protective device factory coating of pipes. Formation geometry and surface preparation is carried out under the cover so as to provide an equal amount of adhesion (adhesion of the coating to the steel surface) of the applied coating to the steel surface and on the factory floor. On the outer surfaces of piping and pipes installed radiator serving for heat removal, thus preventing structural changes in the factory outer insulation also prevent damage to the polymer coating from the spray of molten metal produced during welding of the pipe joint.
Step 1. Welding.
Center the pipe with the centralizer of the radiator, then weld. Welding is done the traditional way, arc welding.
During step-centering welding radiator performs three tasks:
- Centers the pipe prior to welding;
- Heat dissipation, extending from the weld, and the polymer coating protects against overheating;
- Prevents damage to the polymer coating on the hot metal.
Backfilling (bronze ring or ring flux air) eliminates the occurrence of burn-through and eliminate the so-called "metallic icicles" occurring during the welding process creates an internal geometry of the pipe joint, and also removes heat from the weld.
At the end of the welding process are extracted from the area of the joint rod centralizer, radiator, plain material (bronze ring, or ring of flux pillows). On the outer surface of the outer tube removed radiators. Welding step is completed.
Step 2. Cleaning.
After welding, the pipe joint is cleaned outside and inside surfaces. Established special cleaning devices on the outside and the inside of the junction with the stem.
Many years of experience in the application of polymer coatings show that the durability of more than 70% on the quality of the surface preparation prior to coating. Poor-quality surface preparation prior to coating the metal causes a number of undesirable consequences, leading to a deterioration of the protective properties of coatings:
- Deterioration of coating adhesion to the steel surface,
- The development of a coating of corrosion processes are in operation,
- Cracking and delamination of the coating.
Between the degree of durability of coatings and surface cleaning there is a clear dependence manifested. In the case of mechanical surface preparation methods, approximate coefficients increase the service life of coating systems (K1), depending on the preparation surface may be represented as follows:
- Coating on the steel surface unscripted K1 = 1.0
- Coating on the cleaned steel surface mechanically K1 = 1.9
- Coating on the low-fat and refined abrasive way to remove salts K1 = 3.1.
Purification of the outer surface can be produced by any known methods, including manually.
Cleaning the inside surface of the weld joint can be made with steel shot, abrasive powders (furnace slag, aluminum oxide, etc.), dry quartz sand grinder. The degree of surface treatment should not be less than Sa 2,5 to ISO 8501-1, the surface roughness (Rz) to be 40 to 60 microns in ISO 8503-1, and the degree of dust - no less 2-3 standards for ISO 8502 -3. After a post is approached energy source pollution control devices and is sucking cleaning products.
Upon completion of the cleaning process is removed from the zone of the joint rod clearing device internal surface. Performed quality control surface cleaning. Purification step is completed.
Step 3. The polymer coating.
After cleaning the area of the pipe joint device is set to internal coating using barbell.
On the outer surface of the cleaned weld joint is applied Heat-shrinkable insulation material. Placement of the material is made on the prepared steel surface and an outer conical surface prepared at the factory insulation.
After which the camera is mounted on the outside of the induction heating. The heating of the unprotected area of the pipe joint is caused by an outer polymeric material by high frequency (HDTV).
On the surface of the heated steel inner coating is applied in a known manner. Placing material for internal coating is made on the prepared and heated steel surface, and tapered surface preinsulated. Technology application the inner polymeric coating comprises of a series of operations: deposition on the cleaned surface of the articles epoxy primer layer, followed by drying the primer (for epoxy-polyurethane coatings), by applying the "hot" airless outer polyurethane layer. Process parameters depend on the selected materials of insulation, the equipment used and the ambient temperature. Tier finished coating.
Step 4. Control of coating.
After coating the outer shrinkable insulating material and inner anti-corrosion coating produced continuity control of the applied coatings with a special device for monitoring continuity internal coating, which differs from the prior art in that the control sensor is in the form of a funnel copper ring wires, providing complete contact with the inner surface of cover . Before funnel mounted ring of spongy material impregnated with a conductive liquid, capable of detecting minute flaws in the coating or the device type "Corona-1". Flaw of this type designed to control cracks, porosity, and other unacceptable thinning discontinuities coatings of metal products of high voltage pulse application and fixation of the electric breakdown. [1]
The proposed method of connecting pipes with internal and external anti-corrosion coatings and device for its implementation compared with similar products:
- Retains uniformity pipeline construction, ie eliminates modified cross-sectional shape along the length of the resultant compound of pipes, which prevents dynamic loads;
- Uniformity of the coating retains stykaemoy between the pipe and the pipe, increasing tightness, corrosion resistance zone of welded joint;
- Reduces the complexity and requirements for welding technology, as it is made of a homogeneous material and welding brewed one seam, that is, made the traditional welding, which mastered in organizations involved in installation and laying of pipelines;
- Eliminates the use of expensive corrosion-proof materials (steel, alloys) as a protection zone of the welded joint, etc.
In this method, the application has been sent to Rospatent for invention. In 2013, he was given a positive result [1].
Savin I.A., Kalаchev M.V. Method connection pipe coated. International Journal Of Applied And Fundamental Research. – 2013. – № 2 –
URL: www.science-sd.com/455-24177 (22.07.2026).